歡迎來到泰安北方封頭有限公司網(wǎng)站!

 18605380589
18605380589
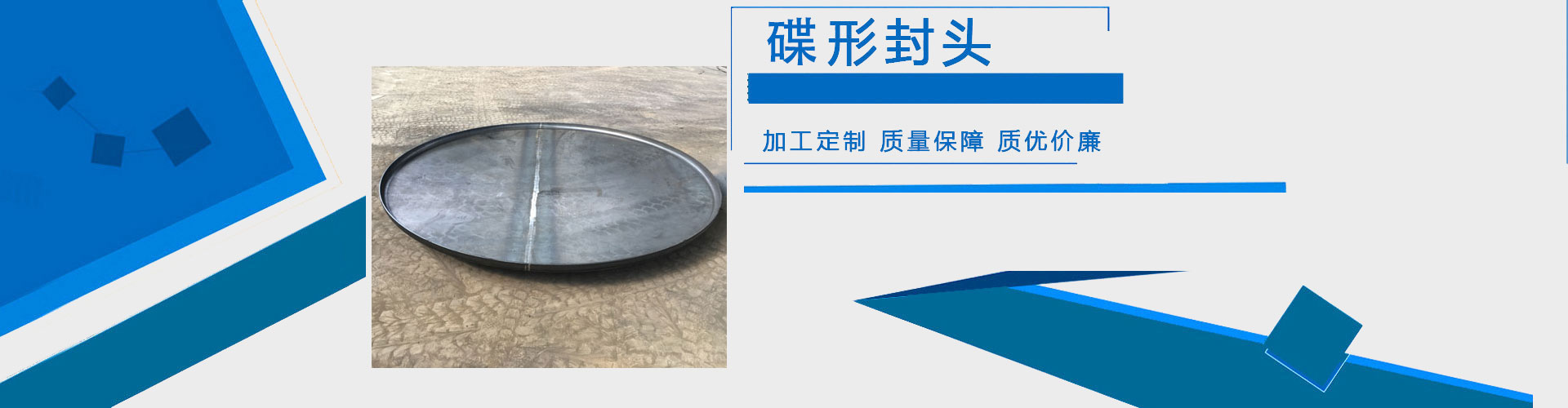


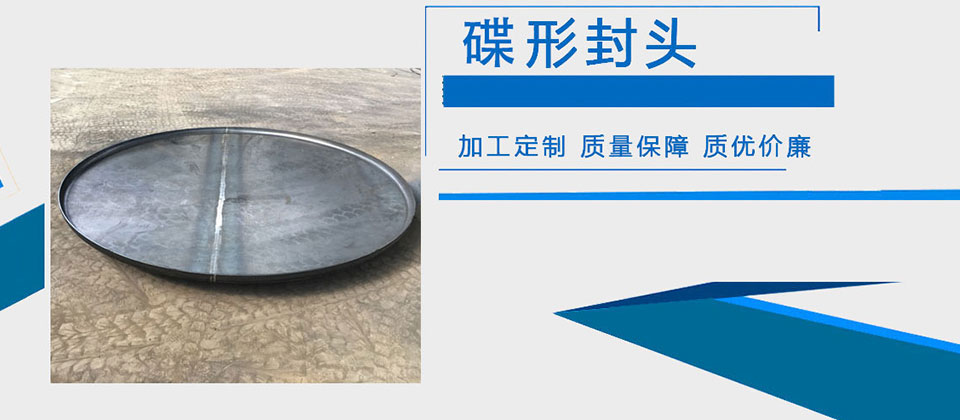



蝶形封頭在未來還有好長一段路要走,前路漫漫啊。(5)頂板、底板和腹板自身拼接的對(duì)接縫,接納正面一次焊完后,翻身碳刨清 根,連續(xù)一次完成封底焊。焊接歷程中心蝶形封頭溫度應(yīng)節(jié)制在100一150℃之間,并接納 多層多道焊工藝,要求嚴(yán)酷清渣和搜檢底層焊縫無裂紋等缺陷后,方可進(jìn)行下一焊 道的焊接,直至焊滿。 (6)工字形橫梁部件的自動(dòng)埋弧角焊在船形胎架上進(jìn)行,其四條主焊縫的焊 接順序如圖8-4所示
3
中頻彎管沖壓加工的生產(chǎn)服從高,且操縱便利,易于實(shí)現(xiàn)機(jī)械化與自動(dòng)化.這是因?yàn)闆_壓是依靠沖模和沖壓設(shè)置裝備擺設(shè)來完成加工,通俗壓力機(jī)的行程次數(shù)為每分鐘可達(dá)幾十次,高速壓力要每分鐘可達(dá)數(shù)百次甚至千次以上,而且每次沖壓行程就概略獲得一個(gè)沖件. 中頻彎管沖壓可加工出尺寸規(guī)模較年夜,外形較巨年夜的零件,如小到鐘表的秒表,年夜到汽車縱梁,困繞件等,加上沖壓時(shí)質(zhì)料的冷變形硬化效應(yīng),沖壓的強(qiáng)度和剛度均較高. 中頻彎管沖壓一樣平常沒有切屑碎料生成,質(zhì)料的消耗較少,蝶形封頭且不需別的加熱設(shè)置裝備擺設(shè),因而是一種省料,節(jié)能的加工體例,沖壓件的本錢較低. 中頻彎管沖壓時(shí)因?yàn)槟>弑WC了沖壓件的尺寸與外形精度,且一樣平常不破損沖壓件的概況質(zhì)中頻彎管量,而模具的壽命一樣平常較長,所以沖壓的質(zhì)量安定,交流性好,具有'陳腐看法'的特征.
。焊接時(shí)原則上要求連續(xù)進(jìn)行,且必需連結(jié)統(tǒng)一標(biāo)的目的施焊
, 以提防扭曲變形
,同樣要節(jié)制層間溫度在100一150℃之間。 橫梁接納工字形斷面結(jié)構(gòu)
,選用鋼材為StE355。





 、不要使法蘭墊片槽四周變?nèi)? 若是凸法蘭和凹法蘭厚度類似,凹法蘭槽底部四周很是薄,因而變?nèi)酰瑸榱瞬皇蛊渥內(nèi)?div id="d48novz" class="flower left">,凹法蘭要加厚。 4、靠螺紋旋入緊固的墊片輕易斷 若是旋入螺紋緊固墊片,則輕易斷直徑年夜,寬度窄,薄的墊片,在緊固操縱中額外輕易斷,要禁止接納墊片因抵當(dāng)摩擦而滑動(dòng)的緊固體例, 好是接納只靠壓緊的緊固體例
、不要使法蘭墊片槽四周變?nèi)? 若是凸法蘭和凹法蘭厚度類似,凹法蘭槽底部四周很是薄,因而變?nèi)酰瑸榱瞬皇蛊渥內(nèi)?div id="d48novz" class="flower left">,凹法蘭要加厚。 4、靠螺紋旋入緊固的墊片輕易斷 若是旋入螺紋緊固墊片,則輕易斷直徑年夜,寬度窄,薄的墊片,在緊固操縱中額外輕易斷,要禁止接納墊片因抵當(dāng)摩擦而滑動(dòng)的緊固體例, 好是接納只靠壓緊的緊固體例


掃一掃手機(jī)網(wǎng)站





 在線客服
在線客服 18605380589
18605380589 tabfft@163.com
tabfft@163.com